
首页 > 堆焊设备 > 轧辊堆焊设备

JH-6000连铸辊/轧辊堆焊设备
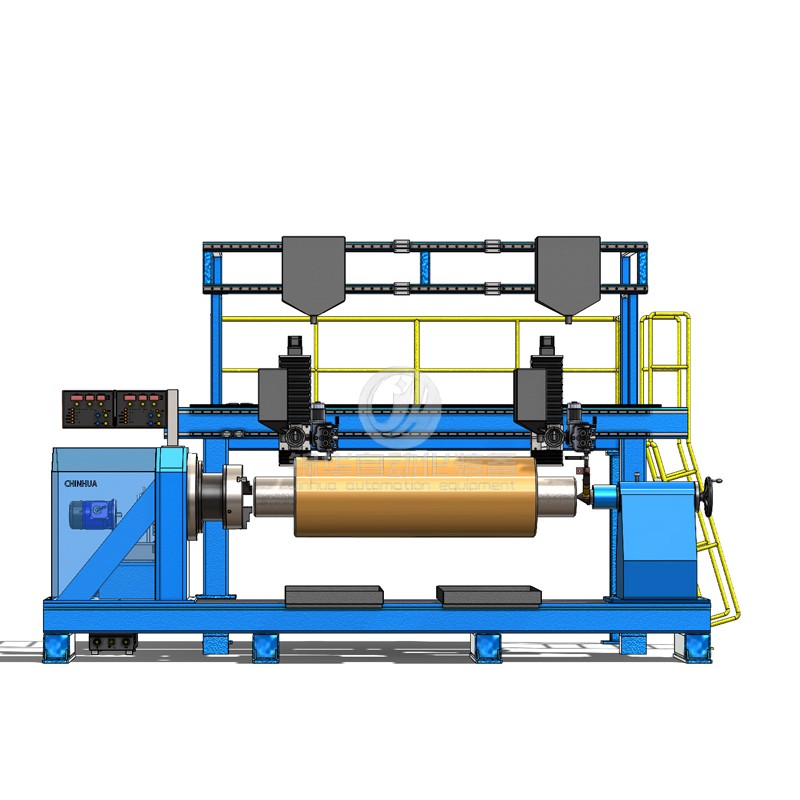
JH-6000DEG连铸辊、轧辊堆焊设备采用床头床尾双卡盘形式,床尾可移动;配备双工位、双主轴驱动,可同时堆焊双辊,也可单机头或双机头同时堆焊单辊。主轴小车驱动采用伺服电机、机头升降前后行走采用线性模组,保证机械精度,焊后辊面平整度好。
设备主要结构及特点
JH-6000DEG连铸辊、轧辊堆焊设备采用床头床尾双卡盘形式,床尾可移动;配备双工位、双主轴驱动,可同时堆焊双辊,也可单机头或双机头同时堆焊单辊。主轴小车驱动采用伺服电机、机头升降前后行走采用线性模组,保证机械精度,焊后辊面平整度好。可根据焊接工艺要求自由设定电压、送丝速度。触摸屏与PLC相结合,可以人工预置线速度和焊道宽度等焊接参数,可根据辊直径和辊身长度自动调节最适合的转数和焊道撘接量。




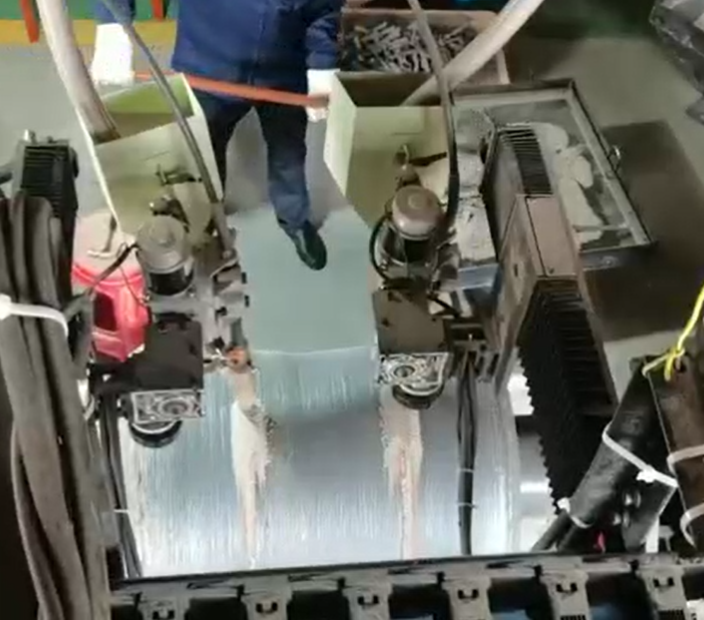
双工位四枪头堆焊

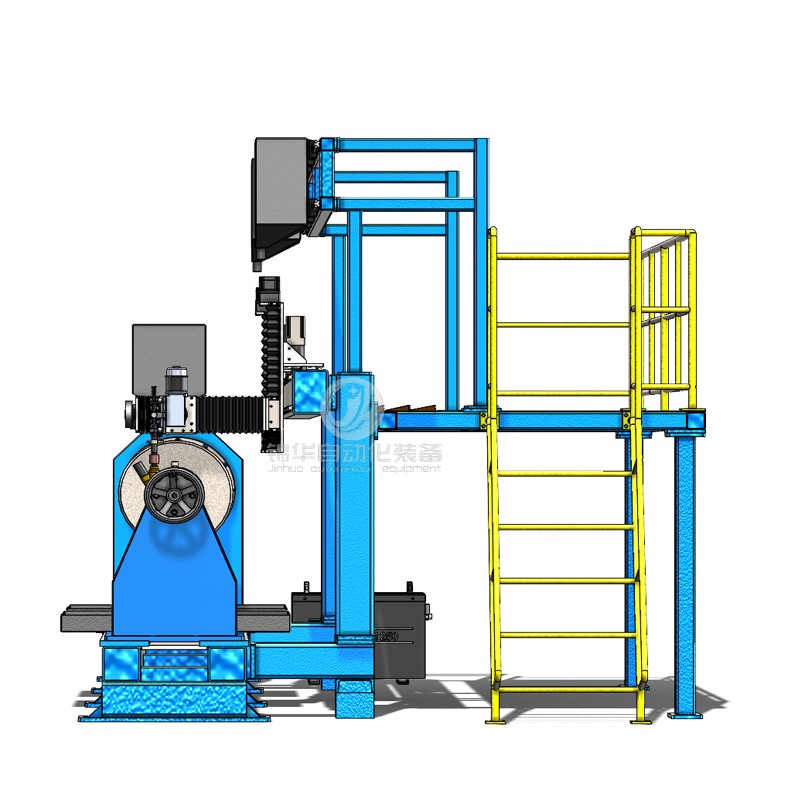
单工位单枪头堆焊

双工位四枪头堆焊
基本配置
焊接电源、气动或液压系统,堆焊设备主机架、堆焊电源、数控系统。
可选配置
摆动堆焊器 、焊剂回收机 、单电源或多电源、加热和退火装置。
应用领域
钢厂、水泥厂等的轧辊、连铸辊、挤压辊的堆焊修复。
基本配置
焊接电源、气动或液压系统,堆焊设备主机架、堆焊电源、数控系统。
可选配置
摆动堆焊器 、焊剂回收机 、单电源或多电源、加热和退火装置。
应用领域
钢厂、水泥厂等的轧辊、连铸辊、挤压辊的堆焊修复。
产品特点
工件堆焊流程一
将工件装至定位工装,在手动方式下调整焊枪升降与左右,使焊枪对准起焊点;在触摸屏选择堆焊工艺和方式,并设置该工艺的焊接参数,调整合适的焊接电流和电压。
工件堆焊流程二
切换至自动方式,在工件夹紧后,按启动按钮, 堆焊程序将自动起弧,启动工件,打开堆焊摆动,按照设定的速度、堆焊宽度堆焊层数等参数自动完成。
工件堆焊流程三
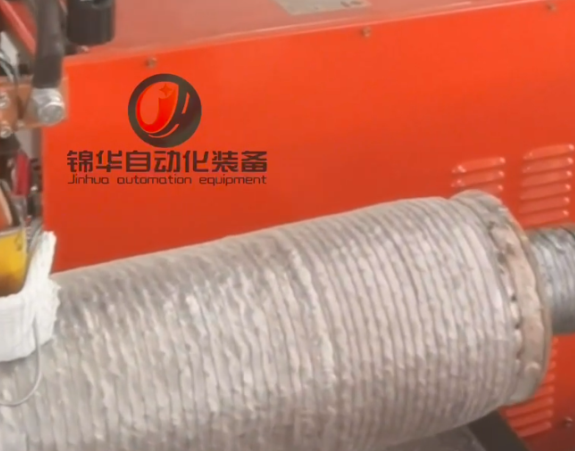
堆焊完成后,程序自动停止各动作。焊接过程中,焊剂完成自动筛选和回收;移走工件,等待下一次循环,若堆焊工艺相同,调整焊枪对准焊缝,再次按启动即可重复同样焊接。
堆焊类型
具有明弧堆焊 、摆动堆焊、埋弧堆焊等功能;
堆焊过程断弧记忆功能、枪头自稳定、弧压自动控制等相应功能。
堆焊过程断弧记忆功能、枪头自稳定、弧压自动控制等相应功能。
堆焊效率
堆焊过程的送丝稳定,送丝力矩大,可实现高速堆焊和摆动堆焊,增加熔深和熔敷效率;摆动堆焊过程中加强了电弧对熔池的电磁和机械搅拌作用,使焊缝组织更趋于合理和均匀,焊道更平整。
自动化运行
焊接过程中的所有工艺参数,包括电流、电压、送丝速度、行走速度、行走距离、焊道摆宽、焊接时间等均为自动控制;机床控制系统采用中(英)文触摸屏人机对话数据,可对移动速度、摆动速度、摆动宽度、焊接速度、旋转速度、连铸辊长度等进行设定,实现自动控制。
工件堆焊流程一
将工件装至定位工装,在手动方式下调整焊枪升降与左右,使焊枪对准起焊点;在触摸屏选择堆焊工艺和方式,并设置该工艺的焊接参数,调整合适的焊接电流和电压。
工件堆焊流程二
切换至自动方式,在工件夹紧后,按启动按钮, 堆焊程序将自动起弧,启动工件,打开堆焊摆动,按照设定的速度、堆焊宽度堆焊层数等参数自动完成。
工件堆焊流程三
堆焊完成后,程序自动停止各动作。焊接过程中,焊剂完成自动筛选和回收;移走工件,等待下一次循环,若堆焊工艺相同,调整焊枪对准焊缝,再次按启动即可重复同样焊接。
堆焊类型
具有明弧堆焊 、摆动堆焊、埋弧堆焊等功能;
堆焊过程断弧记忆功能、枪头自稳定、弧压自动控制等相应功能。
堆焊过程断弧记忆功能、枪头自稳定、弧压自动控制等相应功能。
堆焊效率
堆焊过程的送丝稳定,送丝力矩大,可实现高速堆焊和摆动堆焊,增加熔深和熔敷效率;摆动堆焊过程中加强了电弧对熔池的电磁和机械搅拌作用,使焊缝组织更趋于合理和均匀,焊道更平整。
自动化运行
焊接过程中的所有工艺参数,包括电流、电压、送丝速度、行走速度、行走距离、焊道摆宽、焊接时间等均为自动控制;机床控制系统采用中(英)文触摸屏人机对话数据,可对移动速度、摆动速度、摆动宽度、焊接速度、旋转速度、连铸辊长度等进行设定,实现自动控制。
技术参数
| 1 | 型号: | JH-6000DEG |
| 2 | 焊接功能 | 埋弧堆焊/明弧堆焊 |
| 3 | 最大装卡距离 | 6000mm |
| 4 | 装卡直径 | Φ100-1200mm |
| 5 | 最大装卡重量 | 6000kg |
| 6 | 占地面积 | L10000*W2000*H2350 |
| 7 | 焊接摆动宽度 | H(mm)6、 5-50mm |
| 8 | 焊接摆动速度 | 0.1-3.5M/min |
| 9 | 轧辊旋转速度 | 0.05-0.3r/min |
| 10 | 焊接电压 | 28-35V |
| 11 | 焊接电流 | 300-450A |
| 12 | 设备颜色 | 橙色/客户指定 |
技术要求
| 1 | 环境温度 | -10℃~+40℃ |
| 2 | 相对湿度 | ≤95%无冷凝 |
| 3 | 周边环境 | 通风,无较大冲击 |
| 4 | 电源电压 | 4×380V ± 10% |
| 5 | 电源频率 | 50Hz |
产品视频

连铸辊/轧辊堆焊设备
连铸辊轧辊耐磨堆焊设备

五枪头连铸辊轧辊耐磨堆焊设备

连铸辊/轧辊堆焊设备

连铸辊轧辊耐磨堆焊设备
轧辊堆焊设备,堆焊机
连铸辊/轧辊堆焊设备
连铸辊轧辊耐磨堆焊设备
五枪头连铸辊轧辊耐磨堆焊设备
连铸辊/轧辊堆焊设备
连铸辊轧辊耐磨堆焊设备
轧辊堆焊设备,堆焊机
客户案例

50吨大型轧辊堆焊设备

双工位四枪轧辊堆焊专机

连铸辊轧辊耐磨堆焊设备湖南项目

单工位单枪连铸辊轧辊堆焊专机
资质荣誉

车间环境








133 5811 3942



 导航
导航 产品
产品 微信
微信 电话
电话