



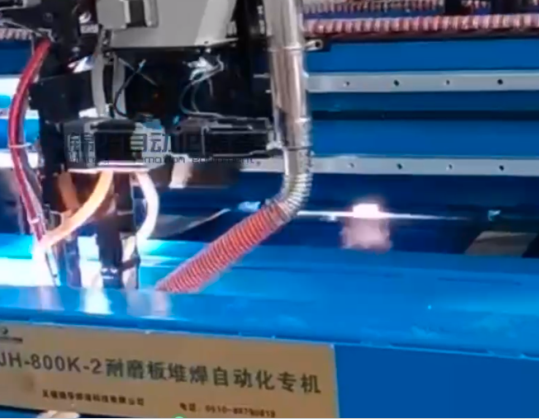
锦华平板堆焊自动化设备为我司新一代研发平板耐磨板堆焊设备,设备系统采用西门子PLC+数字系统控制 方案。台车位移采用台湾东元伺服精密系统控制。在焊丝控制上运用台湾台安公司JSDAP伺服系统控制。推板母材给进位移采用T型螺杆加编码方式给进控制,下粉采用日本山社驱动器加OPG电机控制。焊接过程中送丝加粉的精度均可控制在正负1.0克范围内工作。系统液压定值自动循环补压采用模拟量控制,进而压力控制精度高达0.15%精度范围。控制焊拒在10-60mm复式摆幅焊接,枪头采用循环冷却水恒压冷却,同时变频水压循环冷却母材,避免了焊接过程中母材因温度过热而导致变形。



产品特点
焊接全程实时显示台车坐标,支持 断丝报警,断点寻位补焊。
无线遥控操作控制,可焊接网格、直线焊接、摆幅焊接,焊道成型平整美观。
JH-850堆焊设备控制的双金属复合耐磨板,结合强 度高,堆焊熔覆速度快,低稀释率,堆焊层组织致密,成型美观;堆焊成品不易变形,堆焊熔覆合金可 根据加粉调整成分及硬度,成品表面平整光滑。
操控模式上设计双焊丝焊接模式及焊丝加粉混合模式,手动模式下,可对各个机构独双向立操作;设备焊接控制系统准确给定速率、送丝、加粉、X轴向行驶坐标显示。
10.2寸真彩触屏人机交互界面数据运行状态监视,中文及英文操作页面。
帮助向导模式,无线手持控制终端,信息反馈显示,断丝自动寻位焊接,异常报警。
焊接全程实时显示台车坐标,支持 断丝报警,断点寻位补焊。
无线遥控操作控制,可焊接网格、直线焊接、摆幅焊接,焊道成型平整美观。
JH-850堆焊设备控制的双金属复合耐磨板,结合强 度高,堆焊熔覆速度快,低稀释率,堆焊层组织致密,成型美观;堆焊成品不易变形,堆焊熔覆合金可 根据加粉调整成分及硬度,成品表面平整光滑。
操控模式上设计双焊丝焊接模式及焊丝加粉混合模式,手动模式下,可对各个机构独双向立操作;设备焊接控制系统准确给定速率、送丝、加粉、X轴向行驶坐标显示。
10.2寸真彩触屏人机交互界面数据运行状态监视,中文及英文操作页面。
帮助向导模式,无线手持控制终端,信息反馈显示,断丝自动寻位焊接,异常报警。
| 焊接宽度 | ≤1550mm |
| 焊接长度 | ≤3200mm |
| 空程行走速度 | 0-9800mm/min |
| 可堆焊材料 | Q235 Q345 低碳钢 |
| 耐磨层堆焊厚度 | 2-20mm |
| 耐磨层堆焊速度 | 100-300 mm/min |
| 堆焊炬升降高度 | 0-100mm |
| 堆焊炬升降方式 | 手动机械调节 |
| 整机精度标准 | 符合JB/T5102-1999 |
| 直线定位精度 | ±1mm/5m |
| 速度误差 | ±2% |
技术要求
| 环境温度 | -10℃~+40℃ |
| 相对湿度 | ≤95%无冷凝 |
| 周边环境 | 通风,无较大冲击 |
| 电源电压 | 4×380V ± 10% |
| 电源频率 | 50Hz |
| 系统控制柜输入功率 | 11.2Kw |



















 导航
导航 产品
产品 微信
微信 电话
电话