
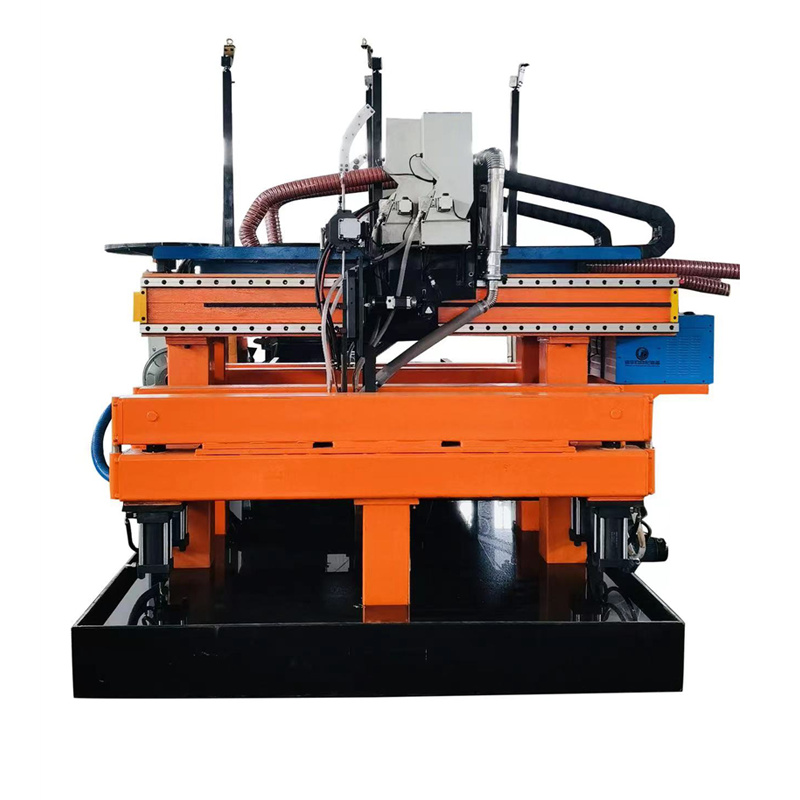


JH-800F耐磨板堆焊设备主要由支撑平台、设备主体、双向下粉装置、摆动装置、摆宽电动调节装置、送丝装置、堆焊电源、操作控制箱、控制线缆、焊接线缆、无线遥控器等组成。各部件之间通过硬连接(螺丝)和软连接(线缆)的方式连接。



产品特点
支撑平台组立焊接而成,下方放置有万向轮便于焊板移动,两侧有限位方管放置焊板推偏;
设备主体采用方管焊接后再加工而成,上方可放置4桶焊丝,节省空间。下粉装置采用齿轮式下粉盘和高精度步进电机,下粉精准;
摆动装置采用中大无刷电机及减速机,摆动范围可在0-130转/分钟实时调节;摆动宽度采用电动调节方式,通过纽子开关控制电机的升降来调节摆动的宽度。
送丝装置采用定制型送丝铝壳和大扭矩步进电机,扭矩大,送丝稳定,支持实时调速;堆焊电源采用650系列堆焊专用电源。
输出稳定,性能可靠。操作控制箱采用信捷PLC作为控制总单元。
系统预设双向焊接模式,也可根据客户需求扩展其他焊接模式。
支撑平台组立焊接而成,下方放置有万向轮便于焊板移动,两侧有限位方管放置焊板推偏;
设备主体采用方管焊接后再加工而成,上方可放置4桶焊丝,节省空间。下粉装置采用齿轮式下粉盘和高精度步进电机,下粉精准;
摆动装置采用中大无刷电机及减速机,摆动范围可在0-130转/分钟实时调节;摆动宽度采用电动调节方式,通过纽子开关控制电机的升降来调节摆动的宽度。
送丝装置采用定制型送丝铝壳和大扭矩步进电机,扭矩大,送丝稳定,支持实时调速;堆焊电源采用650系列堆焊专用电源。
输出稳定,性能可靠。操作控制箱采用信捷PLC作为控制总单元。
系统预设双向焊接模式,也可根据客户需求扩展其他焊接模式。
设备基本参数
|
序号 |
名称 |
参数 |
|
1 |
焊接宽度 |
≤1500mm(可定制) |
|
2 |
焊接长度 |
3000mm(调头可焊6000mm) |
|
3 |
空程行走速度 |
0-3000mm/min |
|
4 |
耐磨板堆焊方式 |
支持单层/双层堆焊 |
|
5 |
可堆焊材料 |
Q235 Q345 低碳钢 不锈钢 |
|
6 |
耐磨层堆焊厚度 |
2-40mm |
|
7 |
耐磨层堆焊速度 |
100-300 mm/min |
|
8 |
堆焊焊炬升降高度 |
0-100mm |
|
9 |
焊炬升降方式 |
电动调节 |
|
10 |
整机精度标准 |
符合 JBT5102-2011 |
|
11 |
直线定位精度 |
±0.1/1000mm |
|
12 |
速度误差 |
±2% |
设备基本配置
|
序号 |
名称 |
型号/规格 |
|
1 |
机架形式 |
卧式型 |
|
2 |
导轨间距 |
160mm |
|
3 |
导轨型号 |
LGD 12\4 根 |
|
4 |
驱动方式 |
伺服驱动 |
|
5 |
设备系统 |
信捷 1 套 |
|
6 |
电控部分 |
1 套 |
|
7 |
推板机台 |
1 组 |
|
8 |
推板电机 |
1 台 |
|
9 |
推板 (减速机 ) |
NMRV90/60 卧式减速机 |
|
10 |
液压站 |
1 台 |
|
11 |
液压缸 |
16 组 |
|
12 |
液压管路 |
若干 |
|
13 |
送丝机 |
4 套 |
|
14 |
水冷枪头 |
4 套 |
|
15 |
推板驱动模组 |
闭环步进电机+蜗轮蜗杆减速机 1 套 |
|
16 |
推板传动模组 |
齿轮齿条+定制滑轨 1 套 |
|
17 |
推板线缆拖链 |
1 套 |
|
18 |
焊枪台车驱动模组 |
信捷伺服+减速机 2 套 |
|
19 |
焊枪台车传动模组 |
齿轮齿条+标准导轨 2 套 |
|
20 |
焊枪台车线缆拖链 |
2 套 |
|
22 |
主机架颜色 |
海蓝色/橘红色/客户指定 |
|
23 |
自动下粉装置(双送粉盘) |
4 套 |
|
24 |
焊丝校直系统 |
4 套 |
|
25 |
设备除尘管道 |
2 套 |


















 导航
导航 产品
产品 微信
微信 电话
电话